

![]() 2020-12-14 15:05:20
2020-12-14 15:05:20
如今,金属增材制造使用了许多不同的工艺。
可以通过能量来源方式或材料的连接方式对工艺进行分类,例如使用粘合剂,激光,加热喷嘴等。通过材料加工的工艺(例如塑料,金属或陶瓷)也可以进行分类。 原料状态,最常见的是固态(粉末,金属丝或薄片)或液态,也有不同的加工工艺。
粉床系统

用微型涡轮机,涡轮制造的inconel 718
几乎所有基于am粉床系统都使用粉末沉积工艺,该方法用涂覆的方式,将粉末层铺展到基板和粉末容器上。通常,这些层的厚度为20至100μm。散布粉末层后,将2d切片粘合在一起,也叫3d打印,或使用施加到粉末床的能量束将其熔化。在第二种情况下,能量源通常是一个高功率激光器,最新的系统可以在惰性气体气氛下使用两个或多个功率不同的激光器。
直接粉末加工系统被称为激光熔化工艺,并且使用许多名称商业化推广,例如选择性激光熔化(slm),激光熔凝和直接金属激光烧(dmls)。该工艺的唯一例外是电子束熔化(ebm)工艺,该工艺在完全真空下使用电子束。
该工艺逐片、逐层地重复熔化,直到最后一层熔化并完成加工。然后将其从粉末床中取出,并根据要求进行后处理。
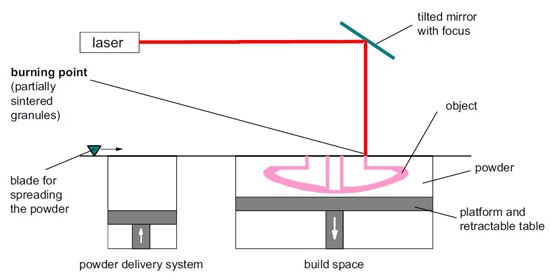
选择性激光熔融(slm)粉床工艺的示意图(source vdi 3404)
如今,欧洲的concept laser gmbh,eos gmbh,realizer gmbh,renishaw和slm solutions gmbh可提供金属粉末床熔合机。这些公司基于相似的选择性激光熔化提供了多种系统,并给自己的工艺使用了不同的名称。位于美国的3d-systems也提供基于选择性激光熔化的系统。正确的机器选择取决于终端用户的要求,激光单元的类型,粉末处理和成型腔是主要考虑的方面。 arcam q20使用电子束熔化金属粉末(courtesy arcam ab)。瑞典的arcam ab制造粉末床熔化系统,该系统使用电子束作为熔化过程的能量来源。日本松浦公司提供了一种结合了粉末床融合和cnc铣削的混合系统。使用粉床的另一个系统是霍加纳斯数字金属工艺。该系统由fucbic开发,使用精密喷墨技术在45微米的金属粉末层上沉积特殊的“墨水”。施加45微米的粉末层,并重复该步骤,直到部件完成。然后将零件烧结以达到最终的尺寸和强度。该系统的优点之一是在室温下进行生产,不会产生激光或电子束工艺导致的部分熔化。原则上,在制造时也不需要支撑结构,因为它由粉床支撑。

arcam q20使用电子束熔化金属粉末(courtesy arcam ab)
送粉系统
尽管送粉系统使用相同的原料,但逐层添加材料的方式却明显不同。粉末流经喷嘴后被处理部件表面上的光束熔化。
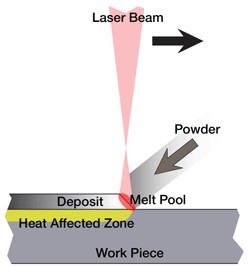
激光熔覆工艺示意图(courtesy sulzer ltd)
粉末供料系统也称为激光熔覆,定向能量沉积和激光金属沉积。该过程高度精确,并且自动沉积厚度在0.1mm至几厘米的材料层。该方法的特征是包层材料与基础材料在烧结时相结合以及不存在咬边。与其他焊接技术的不同之处在于低热量输入穿透基材。
该技术的发展是由optomec使用的激光工程网整形(lens)粉末输送系统。这种方法允许向现有零件中添加材料,这意味着它可以用于修复已损坏的金属零件,例如碎裂的涡轮叶片和注塑模具插入件,从而在夹持零件和涂层”材料时提供了更高的灵活性。
提供相同原理的公司有:法国的beam,德国的trumpf和美国的sciaky。 dmg mori提供了一种有趣的混合系统方法。激光熔覆原理与5轴铣削系统的结合为许多工业部门打开了新的应用领域。

 86-592-6298216
86-592-6298216



